| HMSPP - APPLICATIONS |
Conventional (PP) Polypropylene presents:
¤ “
Sag” excessive of the plate or the
warm film.
¤ Window processing very narrows.
¤ Slow processing cycles
¤ Final product with irregular thickness distribution
The applications allowed by HMSPP,
which contains long chain branches and consequently exhibits
significantly high melt strength. The HMSPP grades offer
unique balance for the main applications:
- Extrusion, compound foils extrusion, films, thermoforming,
coatings, foams and blow. These applications represent
a market of more than 1 million tons in Northern Hemisphere.
|
| |
 |
THERMOFORMING AND GENERAL EXTRUSION
Extrusion of Tubular Films
|
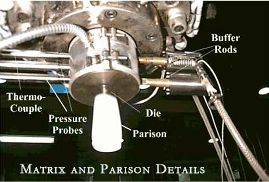
BLOW MOLDING
A continuous tube, called Parison it is continually
extruded. The mold is moved and closes the Parison. One
of the extremities is hollow and over there the flask
is blown.
|
 |
CHARACTERISTICS OF THE APPLICATION
Films
are produced with homopolymers in an
extrusion process similar to the PE.
In the HMSPP
case, the balloon is headed down and
the cooling is made with cold
water to increase the thermal shock, improving the appearance
of the film.
Characteristics
of the Product:
¤ Reduced “ Sag” of
the plate or the warm film.
¤ Wide
Window processing.
¤ Fast
processing cycles
¤ Final
product with regular thickness distribution
HMSPP in direct coatings extrusion
The advantages referring to aluminum foils coating with
PP or non-woven PP are:
¤ Avoid
the lamination process
¤ Promote
the coating thickness reduction
¤ Reduce
costs by process simplification
Characteristics:
coating speeds from 2 to 3 larger times
with a formation of neck very
smaller, about 4 to 7 times
lesser, without occurrence of the wiredrawing
resonance. Coating thickness of up to 5 µm
can be obtained easily. Processing speeds of 300m/min
were reached with
softness and better adhesion gotten.
|
BLOW MOLDING
Product Characteristics |
¤ High
melted resistance (in PP it is reached through
low IF or with
chains reticulation of the – HMSPP).
¤ Good
resistance to the impact (fall of the flasks).
¤ Shine
and transparency
|
 |
|
| |
HMSPP - HIGH TENACITY FIBERS
¤ The
process of fibers production bases on stretching
the PP thread in higher
speed than the extrusion speed.
Many
of the processes run over upon to cold stretching,
subsequent to the extrusion process. It was verified
that the addition
of HMSPP in amounts from 5 to 10% to the mixture
was capable to increase the stretching and consequently
the tenacity
of the fibers.
Typically,
while it is obtained in the process conventional
fibers with 49-50 cN/tex,
in the process with
small addition of HMSPP that tenacity enhance to
60-62 cN/tex.
|
HMSPP -
FOAMS
PP => 600
to 800 Kg/m3 x HMSPP => 30
to 50 Kg/m3
¤ Production
of films, plates and sheets in foamed PP
¤ Very
light trays for packaging in general
¤ Foams
techniques for filling doors, acoustic panels and frontal coverings in the automobile
industry
¤ Recipients
for food packaging and for heating on microwaves
|
|
|